-

-
上海伊誊实业有限责任公司
- 18101928400
热门搜索:




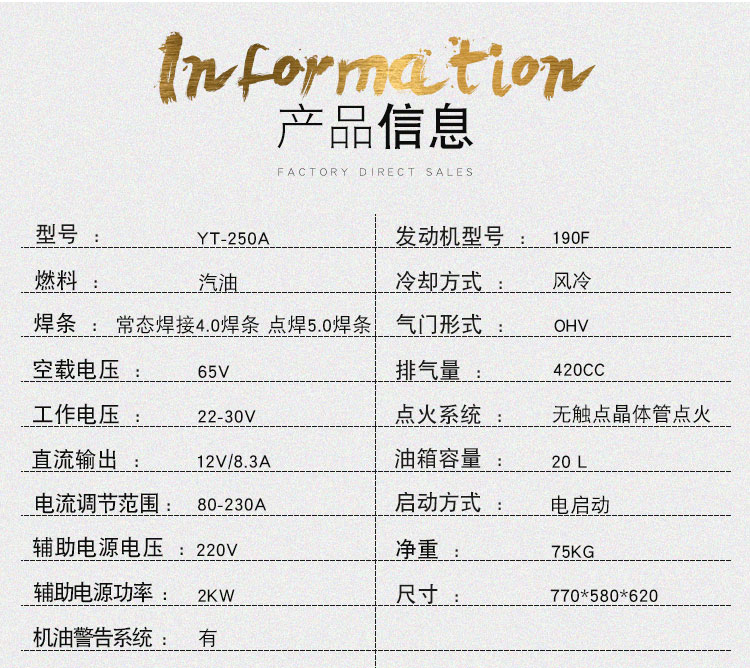
伊藤YT250A汽油发电电焊机点焊4.0
电焊机金属外壳必须接地或接零,其接地电阻值应小于4欧。电焊机型号编制方法:1、电焊机型号代表字母及序号见如下表2、产品型号由汉语拼音字母及阿拉伯数字组成。3、产品型号的编排秩序1)型号中1、2、3、6各项用汉语拼音字母表示。2)型号中4、5、7各项用阿拉伯数字表示。3)型号中3、4、6、7项如不用时,其他各项排紧。 4)附注特征和系列序号用于区别同小类的各系列和品种,包括通用和**产品。5)派生代号以汉语拼音字母的顺序排列。6)改进序号按生产改进程序用阿拉伯数字连续编号。7)特殊环境用的产品在型号末尾加注,其代表字母见下表,特殊环境名称,代表字母基本的是要保护好眼睛,手脚一般即使受伤也不会很严重,电阻焊接,电渣焊接,自动焊接,眼睛一定要保护好,防护要齐全,面罩,手套,衣服.用的时候接地要良好,焊的时候电流要合适。伊藤动力的汽油发电焊机和柴油发电焊机电压调节和电流调节都有一定的范围,当您在电焊的时候一定要调节好电压和电流。

伊藤YT250A汽油发电电焊机点焊4.0
逆变焊机焊后热处理的目的有三个:消氢、消除焊接应力、改善焊缝组织和综合性能。焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果较为显著。在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,在焊接工作结束后,在构件中总会产生焊接应力。焊接应力在构件中的存在,会降低焊接接头区的实际承载能力,产生塑性变形,严重时,还会导致构件的破坏。伊藤动力汽油发电焊机和柴油发电焊机的优点和价值在;1.设计合理,自由调节。可根据不同金属材质选用不同档放电频率,以达到较佳修补效果 2.热影响区域小。堆覆的瞬间过程中无热输入,因而无变形,咬边和残余应力。不会产生局部退火,修复后不需要重新热处理。3.较小的焊补冲击 ,本焊机在焊补过程中克服了普通氩弧焊对工件周边产生冲击的现象。对没有余量的工件加工面也可放心进行修补。4.修复精度高:堆焊厚度从几微米到几毫米,只需打磨,抛光。5.熔接强高:由于充分渗透到工件表面材料产生较强的结合力。6.伊藤动力有汽油发电焊机和柴油发电焊机,辅助电源在2KW,让您在电焊的同事还可以用2KW的辅助电源发电,满足您的户外用电的需求